














中频感应炉生产的节电途径
发布人:河南熔克电气制造有限公司 发布日期:2019-03-20 11:30:47 点击:12325
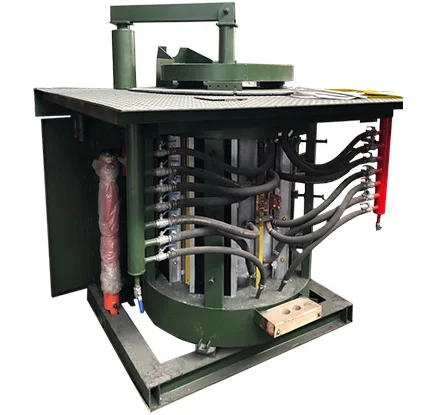
中频感应炉因其投资少、见效快、操作方便等优点,被广泛运用。感应炉生产节能问题一直受到厂家的关注。洛阳万乐电力设备厂根据感应炉的生产特点及多年生产实践经验.从提高生产效率、提高熔化速度、减少熔炼时间几方面人手.探讨了中频炉感应炉生产的节电途径。
1.延长连续冶炼时间
电能单耗与冶炼方式有很大关系,炉子的工作方式可分为三种情况:
1)连续冶炼:每日三班连续作业;
2)断续冶炼:每日两班或一班作业,非作业期间,炉内铁水用保温功率进行保温;
3)间歇冶炼:每日完成后全部出净显然.以上三种情况作业时,连续冶炼电能单耗最低,断续冶炼次之,间歇冶炼最高。因此.有条件的情况下应当尽可能地安排集中连续冶炼。尽量增加一次冶炼炉次,延长持续冶炼时间,降低电耗。硅质炉衬使用寿命周期内可预期达到的熔化铁液总吨位按以下经验公式评估: N=K(G2L)1/3
式中:Ⅳ_一熔化铁液总吨位,T; GL——炉子容量,kg;
K——常数;每天冷料熔化一次,K=l_3~l 8;每周冷料熔化一次(每天作业6 h一7 h), K=2.8—4.6:
每周冷料熔化一次(每天作业18h以上).K=6.O一9.0.
从以上式可知,在炉子容量一定时,N与K成正比,即冷炉熔化周期越长.Ⅳ越大.炉子寿命越长.每 吨熔化铁液材耗、能耗就越低. 以1.5 t炼铸钢间歇冶炼为例,冶炼时间大致为第一炉冷炉冶炼时间约为100min.其后热炉冶炼约80 mln,冷炉冶炼较热炉冶炼所用时间多30 min,若这段时间用60%功率加热,相当于100%功率18min,那么,当一次熔炼5炉,熔炼总时间约422 mlR,冷炉多用的时间占18/422=4.2%当一次熔炼10炉,熔炼总时间约722 min.冷炉多用的时间占18/722=2 .4%。相比较.一次熔炼10炉较一次熔炉5炉冷炉多用的时间减少1 8%.即电能可节约l 8% 。一次持续冶炼炉次多、时间长。在产量一定时,冷炉熔炼次数就少。因冷热高低引起炉对开裂机会 就少,也有利于延长炉衬寿命。
2.合理配料
料的科学管理对提高中频炉感应炉生产效率、降低能耗具有重要意义。首先必须掌握所用各种炉料的化学成分.并进行仔细合理的的配料计算利用各种炉料的合理搭配,做到钢液中主要化学成分符合要求,有害杂质元素含量尽可能少、不超标,避免因调整成分而拖延熔炼时间,杜绝因成分不合格而使钢液报废,增加物耗、电耗。为此,炉料必须根据化学成分、含杂质情况及块度大小进行适当分类,切割大、长型废钢,有条件应对轻、薄料打包处理,保证顺利加料,减少熔炼时间。炉料块度的大小应与电源频率相适应,感应电炉所用电源频率随炉子容量的增大而降低。因此,大容量感应炉可以使用大块炉料,小容量感应炉使用小块炉料。
感应电流在多金属导体的分布服从集肤效应。炉料和钢液中的感应电流是服从集肤效应由表面向中心依次减弱的。以电流强度降低到表面电流强度的36 8%的那一点到导体表面的距离叫电流透人深度,炉料中的感应电流主要集中透人深度层内,加强热料的热量主要由表面层内供给,为使炉料整个横断面得到相同的温度,随加热时间的延长,炉料向周围介质中散失的热量增多,从而热效率下降。如果透人深度层和炉料几何尺寸配合得当,则加热需要的时间短,热效率高。
对圆柱形金属材料研究表明,当圆柱形的直径d和透人深度△l的比值为3 5时总效率最高。

